Обзор оборудования
Система YL-1801A Многороботизированная заводская обучающая система (Производство ручек) состоит из 4 рабочих станций с промышленными роботами. ПЛК Siemens S7-1500 используется для реализации совместного управления 4 подстанциями через связь Ethernet. Подстанции включают: YL-1801A-1 погрузочно-разгрузочная рабочая станция, YL-1801A-2 сварочная рабочая станция, YL-1801A-3 гравировальная станция с роботом для перемещения и YL-1801A-4 паллетирующая рабочая станция. Каждая рабочая станция также может работать независимо.
Каждый комплект может одновременно обеспечить выполнение операций и обучение нескольких студентов. Функция тренажерного зала сосредоточена на практическом обучении студентов программированию и используется совместно с тренажерным залом симуляции. Эта комната позволяет студентам овладеть профессиональными знаниями и навыками через реальное обучение и преподавание, переводя прошлое проверочное обучение в самостоятельное и практическое обучение студентов, не ограничиваясь одним решением проблем с отладкой промышленных роботов, с которыми студенты сталкиваются в процессе обучения, подчеркивая расширение способностей студентов решать проблемы, и особенно акцентируя внимание на тренировке «обучения» студентов, практического решения проблем и практических навыков. Тренажерный зал предназначен для отработки ключевых навыков, необходимых на рабочем месте в компании, для повторного обучения.
Общая компоновка оборудования
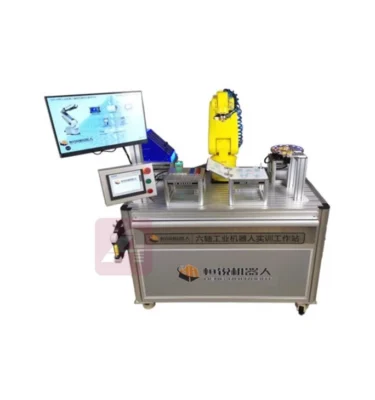
- YL-1801A Изображение внешнего вида 1 (Изображение приведено только для справки, основной является фактическое изделие)
- YL-1801A Изображение внешнего вида 2 (Изображения приведены только для справки, основной является фактическое изделие)
- YL-1801A Плановая компоновка (изображения приведены только для справки, основной является фактическое изделие)
Примечание: Общий размер оборудования 10300*6000, рекомендуется, чтобы размер тренажерного зала был не менее 13000*7000
Технологический процесс
Весь технологический процесс делится на реальную сварку и виртуальную сварку. Фактический процесс сварки для четырех подстанций выглядит следующим образом:
(1) Вручную загрузить подъемный стол, заполнить цилиндром позицию подъемного устройства, установить стопку нижних пластин в позиции без подъемного устройства, и перемещающий робот транспортирует цилиндр и нижнюю пластину на погрузочно-разгрузочную станцию на поворотном столе. Заготовка на поворотном столе поворачивается к сварочной станции, затем заготовка зажимается пневматическим зажимом.
(2) Сварочный робот выполняет сварку заготовки.
(3) После завершения сварки зажим ослабляется, и поворотный стол поворачивает сваренную заготовку обратно на погрузочно-разгрузочную станцию, где погрузочно-разгрузочный робот обдувает сваренную заготовку воздухом для охлаждения, завершая охлаждение.
(4) Погрузочно-разгрузочный робот транспортирует сваренную заготовку к точке A конвейерной ленты 1. После завершения транспортировки подъемное устройство автоматически поднимает цилиндр в предварительно установленное положение.
(5) Конвейерная лента транспортирует заготовку к точке B, ожидая, пока перемещающий робот гравировальной станции доставит ее на гравировальный станок для обработки гравировки.
(6) После завершения гравировки перемещающий робот гравировальной станции извлекает заготовку из гравировального станка и помещает ее в точку C конвейерной ленты 2.
(7) Конвейерная лента передает заготовку в положение точки D, и конвейерная лента для коробок с заготовками отправляет коробку для заготовок в точку E, как только обнаруживает, что в точке E нет коробки для заготовок.
(8) Паллетирующий робот сначала помещает четыре заготовки в коробку для заготовок, а затем укладывает коробку с заготовками на трехмерный склад.
Процесс работы всей линии во время виртуальной сварки на четырех подстанциях выглядит следующим образом:
(1) Вручную загрузить подъемный стол, заполнить цилиндром позицию подъемного устройства, установить стопку нижних пластин в позиции без подъемного устройства, и перемещающий робот транспортирует цилиндр и нижнюю пластину на погрузочно-разгрузочную станцию на поворотном столе. Заготовка на поворотном столе поворачивается к сварочной станции, затем заготовка зажимается пневматическим зажимом.
(2) Сварочный робот выполняет виртуальную сварку заготовки.
(3) После завершения виртуальной сварки зажим ослабляется, и поворотный стол поворачивает сваренную заготовку обратно на погрузочно-разгрузочную станцию.
(4) Погрузочно-разгрузочный робот перемещает нижнюю пластину обратно в устройство без подъема и транспортирует цилиндр к точке A конвейерной ленты 1. После завершения транспортировки подъемное устройство автоматически поднимает цилиндр в предварительно установленное положение.
(5) Конвейерная лента транспортирует заготовку к точке B, ожидая, пока перемещающий робот гравировальной станции доставит ее на гравировальный станок для обработки гравировки.
(6) После завершения гравировки перемещающий робот гравировальной станции извлекает заготовку из гравировального станка и помещает ее в точку C конвейерной ленты 2.
(7) Конвейерная лента передает заготовку в положение точки D, и конвейерная лента для коробок с заготовками отправляет коробку для заготовок в точку E, как только обнаруживает, что в точке E нет коробки для заготовок.
(8) Паллетирующий робот сначала помещает четыре заготовки в коробку для заготовок, а затем укладывает коробку с заготовками на трехмерный склад.